
-
Vurgulamak
380V Otomatik Üzme Makinesi
,Çift Silindirli Üzme Makinesi
,Çelik Çubuk Üzgün Dövme Makinesi
-
Motor gücü7.5 kw
-
işleme aralığı16-32
-
Makine Gerilimi380V
-
UygulamaÇelik çubuk
-
Satış sonrası servisTakip Rehberliği ve Hizmeti
-
GarantiBir yıl
-
Taşıma PaketiTahta kutu
-
MarkaZhongtuo
-
Menşe yeriÇin
-
Marka adıZHONGTUO
-
SertifikaCE; ISO
-
Min sipariş miktarı50
-
Ambalaj bilgileriAhşap Kasalar
-
Teslim süresi7-15 gün
-
Ödeme koşullarıL/C, D/A, D/P, T/T, Western Union, MoneyGram
Çelik Çubuk 380V İçin Tam Otomatik Çift Silindirli Üzme Makinesi

Tam Otomatik Çift Silindirli Üzme Makinesinin Tanımı
Çelik çubuk yığma teknolojisi, çelik çubuğun ucunu plastik olarak deforme etmek, çapı yaklaşık 4 mm artırmak ve ardından ipliği işlemek için soğuk dövme ilkesini kullanmaktır.İşlemden sonraki gerçek kesit alanı, eklemin gerilme mukavemetini büyük ölçüde artıran orijinal çelik çubuk kesit alanından daha büyüktür.Bu tür bir dişli bağlantı, yüksek bağlantı mukavemeti gereksinimleri olan projeler için uygun olan çekme testinden sonra ana metalden tamamen kırılır.
Tam Otomatik Çift Silindirli Üsleme Makinasının Avantajları
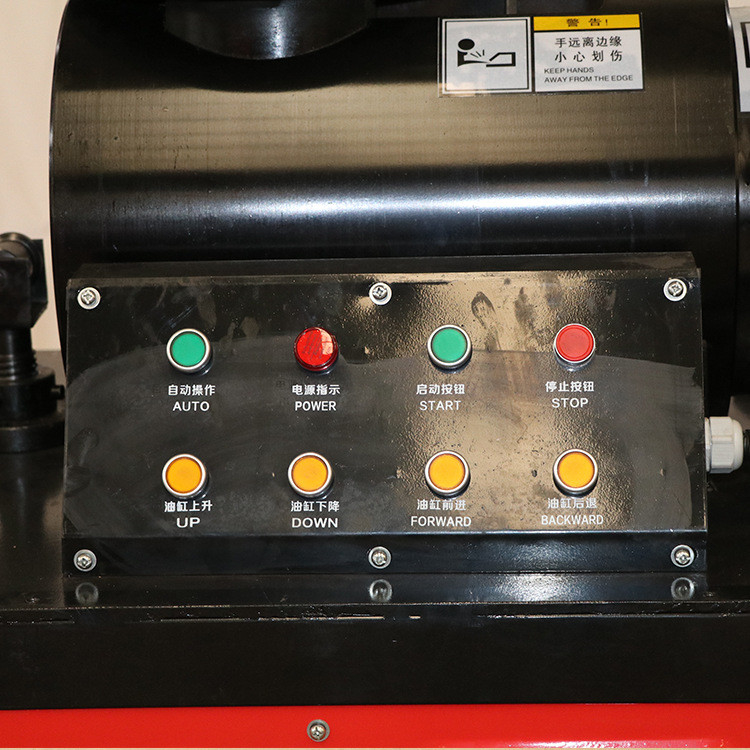
1. Basit kullanım, hidrolik elektrik kontrolü, profesyonel teknisyenlere gerek yoktur ve kısa bir eğitim süresinden sonra açılıp çalıştırılabilir.
2. Çelik çubuğun ucunun enine kesit alanını %15-20 oranında genişletin, böylece işlenen ipliğin alt çapı, çelik çubuk taban malzemesinin çapından ve çekme mukavemetinden daha az olmaz. çelik çubuk %110 oranında uygulanabilir.
3. Yüksek üretim verimliliği, bir çelik çubuğun kafasını 10-15 saniye içinde alt üst eder.
4. Geniş bir yelpazede çelik çubukları işleyebilir ve GB1499 veya GB1301 4 standartlarına uygun olarak 16'dan 32'ye kadar çeşitli özelliklerde çelik çubukları işleyebilir.
5. Hafif, cömert görünüm, hızlı hız ve esnek kullanım avantajlarına sahiptir.
6. Çevrenin korunması, güvenliği, çevre ve iklimden etkilenmemesi.
Tam Otomatik Çift Silindirli Üzme Makinesinin Teknik Parametreleri
| Öğe | Parametre |
| Motor gücü | 7.5KW |
| işleme aralığı | 16-32 |
| makine gerilimi | 380V |
| makine boyutu | L1300*W700*H1000 |
| Ağırlık | 400kg |
| çalışma basıncı | 31.5Mpa |
![]()
Tam otomatik çift silindirli çelik çubuk güvenlik çalışma kuralları
1. Personel teknik eğitimden geçmelidir ve ancak beceri değerlendirmesini geçtikten sonra işte çalışabilir.
2. Resmi işlemeden önce, ekipman hata ayıklanmalı ve 2-3 dakika çalıştırılmalıdır ve işleme işlemi ancak normal hale geldikten sonra gerçekleştirilebilir.
3. Çelik çubuğun kesiği bükülmeden düzdür.
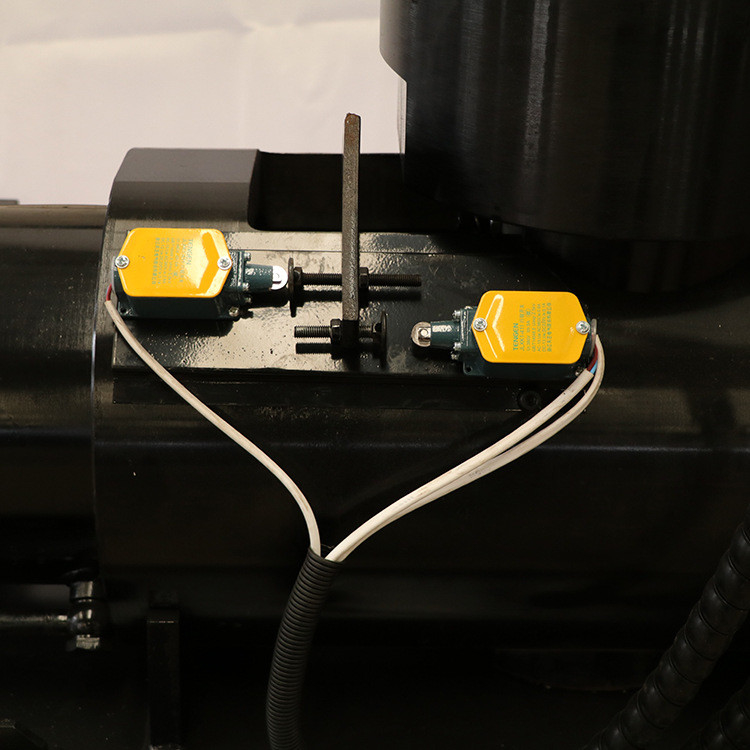
4. Çelik çubukları işlemeden önce, tutarlı işlemeyi sağlamak için makine işlemeden önceki ilk konumuna dönmelidir.
5. İşlenen çelik çubuklarda enine çatlaklar olmamalı, ekipman arızaları zamanında giderilmelidir.
6. Yakıt doldururken No. 46 hidrolik yağı eklenmelidir.
7. Personel, mühendislik personeli için güvenlik koruma düzenlemelerine uymalıdır.
Ürünlerimiz tüm dünyada satılmaktadır. Ürünlerimizin tüm sürecinden emin olabilirsiniz.